加工設備
CAD/CAM
| 3D CAD (Pro/E・I-DEAS・Sheet-Works) | 3 |
| 2D CAD(M・CADAM) | 1 |
| NCT自動プロ | 3 |
| レーザ自動プロ | 4 |
| ベンダー自動プロ | 2 |
ブランク加工
| 加工機 | NCタレットパンチ | レーザー加工機 |
| 最大加工サイズ | 1829mm×1270mm | 1524mm×3040mm |
| 加工板厚 鉄 | 0.4mm 〜3.2mm | 0.4mm〜12.0mm |
| SUS | 0.4mm 〜2.0mm | 0.1mm〜6.0mm |
| アルミ | 0.4mm 〜5.0mm | 0.3mm〜6.0mm |
| 銅 | 0.03mm〜5.0mm |
| 材料棚 | 1 |
| 金型研磨機 | 3 |
| シャーリング | 1 |
| コーナーシャーリング | 1 |
| コンターマシン | 1 |
| バリトリ機(ヘアライン可) | 1 |
ACサーボモーター付NCタレットパンチ(材料自動供給機付) | 1 |
| 炭酸ガスレーザ加工機 | 1 |
| 炭酸ガスレーザ加工機(薄板用) | 1 |
| リニアレーザ加工機 | 1 |
プレス加工
・最大加工サイズ 1000㎜×750㎜
・加工板厚 0.3mm〜3.2㎜
| 300tACサーボモータプレス | 1 |
| 80t油圧プレス | 1 |
| セットプレス(30t) | 2 |
曲げ加工
・最大加工サイズ 1800mm
・加工板厚 0.3mm〜6.0㎜
| NC付プレスブレーキ | 7 |
| 全自動プレスブレーキ | 1 |
二次加工・溶接加工・締結加工
| NC付自動タッピングマシン | 1 |
| ボール盤 | 6 |
| タップ機 | 4 |
| ケトバシプレス | 9 |
| 圧入機 | 1 |
| スポット溶接機(インバーター付,コンデンサー付) | 5 |
| プロジェクション溶接機 | 3 |
| アルゴン溶接機 | 1 |
| 旋盤 | 1 |
| リベット加締機 | 5 |
| スピン加締機 | 3 |
| フライス盤 | 1 |
| 電気炉 | 1 |
測定器
| 三次元測定器 | 1 |
| 二次元画像測定器 | 3 |
| 三次元画像測定器 | 1 |
高精度レーザ加工

深沢製作所では板厚0.03ミリまで対応できる薄板加工技術、寸法精度±1/100まで実現する高精度加工技術を保有しています。
1000本を超えるNCT金型
板金加工を行う上で、コストに大きな影響を与えるのが金型になります。金型が既にあれば形状を出すために必要なイニシャルコストがかからず、低価格で製品を作成することが可能です。特に生産個数が1個、多くてもロット数が10個以下が多い試作品の場合、製品1個対しての金型代の負荷が大きくなる傾向にあります。そのため、試作板金加工を受けた板金加工会社がタレットパンチングプレスによって、いかに安く加工できるかは金型の保有数で決定するといっても過言ではありません。
深沢製作所では、豊富な保有金型のタレットパンチングプレス、場合によっては、レーザー加工による最適な加工工程を踏んで、お客様に最適なご提案を実施しています。


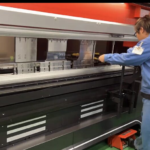
オートベンダー
板金製品において、複数の曲げ加工を必要とする場合は加工コストが割り高になります。通常のベンディングマシンによる曲げ加工は、1つの曲げ加工毎に一人の作業者が機械操作する必要があります。
材料コストに優位性のある板金製品であっても、多くの曲げ加工によってその利点が失われることが問題となり、製品の市場競争力が低下していました。
国内でも限られた数しか導入されていない最新のオートベンダー設備と、専門的な操作技術により大幅なコストダウンを実現しています。

-

- EML2512AJVF
-

- LCG3015AJ
-

- AUDEBU CX-D
-

- AR-1001
-
- EGB-1303ATCe
-

- 全自動プレスブレーキ
-

- SDE3030
-

- SDH80
-

- プロジェクション溶接機
-

- 二次元画像測定器
-

- 録画付き外観検査テーブル